

The laser welding automated production line can weld many types of materials. Moreover, laser welding usually has many advantages that other fusion welding processes cannot match. Especially, it can weld thin plate alloy materials that are difficult to weld in the aviation and automotive industries, such as aluminum alloys, etc. The structural components remain undistorted, the joint quality is high, and the reproducibility is good.
Product Introduction of Laser Welding Automation Production Line:
The laser welding automated production line can weld many types of materials. Moreover, laser welding usually has many advantages that other fusion welding processes cannot match. Especially, it can weld thin plate alloy materials that are difficult to weld in the aviation and automotive industries, such as aluminum alloys, etc. The structural components remain undistorted, the joint quality is high, and the reproducibility is good. The laser welding production line has become a standard process in the automotive industry. For the assembly welding of vehicle body panels, different thicknesses and metal plates with different surface coatings can be welded together, and then further processed by stamping. Thus, the panel structure can achieve a reasonable metal combination.
System configuration:
Fiber laser, water cooling system
Precision positioning worktable and clamping system
Equipped with a weld seam tracking and quality inspection system
Auxiliary systems such as loading and unloading equipment
Equipment functions:
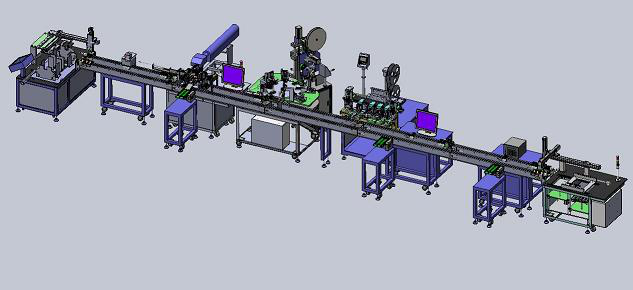
The automatic sheet metal laser butt welding production line can automatically complete a series of automated production processes such as material stack conversion, material loading positioning, laser butt welding, weld seam tracking, quality inspection, finished product sorting, plate flipping, shallow pit processing, material cutting and stacking, and automatic selection of stacking areas.
Process flow:
The loading rotating worktable rotates to load materials. Two pieces of material sheets simultaneously enter the working area. Two loading robots with end pickers will pick up the two material sheets and place them on the center clamping worktable. The material sheets are automatically positioned, clamped, and centered. The laser head moves along the weld seam in a straight line and performs对接 welding on the two material sheets simultaneously. The lateral discharging device pulls out the welded steel plate, and the steel plate enters the discharging workstation. The discharging robot completes the discharging and places it on the discharging rotating worktable and stacks it.






The laser welding automated production line can weld many types of materials. Moreover, laser welding usually has many advantages that other fusion welding processes cannot match. Especially, it can weld thin plate alloy materials that are difficult to weld in the aviation and automotive industries, such as aluminum alloys, etc. The structural components remain undistorted, the joint quality is high, and the reproducibility is good.
Learn more >
Technical Support: Customizable Application Fields: Applicable to electronic component spot welding, drag welding, sintering, heating, and special welding processes in automated production lines.
Learn more >
Technical Support: Customizable Application Fields: Laser welding for various high-precision injection molds, laser repair of precision plastic mold parts, laser welding of beryllium copper parts in plastic molds
Learn more > Add WeChat
Add WeChat
